Welcome to our website!

Radiation Cross-linked Polyethylene Heat Shrinkable Waterproof Cap


Product Highlights
Product Description
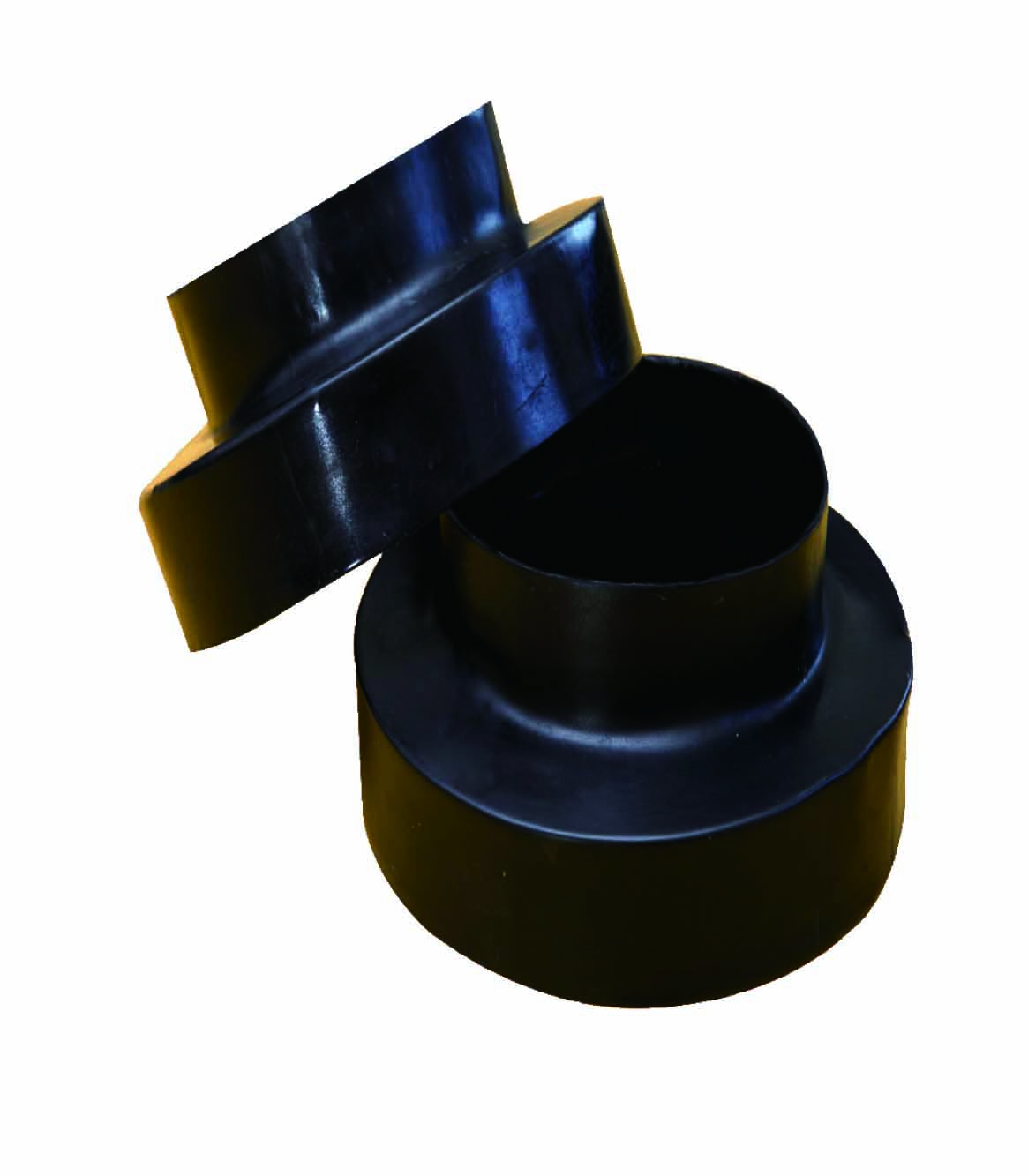
Radiation Cross-Linked Polyethylene Heat Shrinkable End Cap is a pre-formed, cap-shaped anti-corrosion sealing material manufactured by molding radiation cross-linked polyethylene pipe and laminating a specialized hot-melt adhesive on the inner surface. The radiation cross-linked material offers high mechanical strength, excellent durability, and resistance to acid, alkali, corrosion, and aging. The hot-melt adhesive provides strong bonding and reliable sealing performance. The product complies with GB/T 50538-2020 technical standard.
Recommended Applications
- End sealing for thermal insulation and anti-corrosion pipes
- Buried pipeline end protection
- Above-ground pipeline end sealing
- Prevention of insulation layer damage and water ingress at pipe ends
- Various types of thermal insulation pipelines in district heating, oil, and gas networks
System Composition
The heat shrinkable end cap is a standalone sealing product designed for pipe end protection. It does not require primer or additional materials for installation.
- Heat Shrinkable End Cap (JY-303): Positioned over the pipe end and heated to shrink tightly, forming a seamless, watertight seal that protects the pipe end and insulation layer from moisture and mechanical damage.
Performance Index
| Tensile Strength (MPa) | ≥17 |
| Nominal Fracture Strain (%) | ≥400 |
| Vicat Softening Point (°C) | ≥90 |
| Brittleness Temperature (°C) | ≤-65 |
| Volume Resistivity (Ω·m) | ≥1×10¹³ |
| Adhesive Softening Point (°C) | ≥110 |
| Peel Strength to Steel (23°C) (N/cm) | ≥50 |
| Peel Strength to PE (23°C) (N/cm) | ≥50 (cohesive failure) |
| Shrinkage Ratio (%) | ≥15 |
Installation Guide & Precautions
Installation Methods
The heat shrinkable end cap is applied using a propane torch or heat gun. The cap shrinks tightly around the pipe end when heated, creating a seamless, watertight seal.
Quick Installation Steps
- Surface preparation: Clean the pipe end to remove dirt, oil, and moisture. Ensure the surface is dry and free of contaminants.
- Pipe end preheating: Preheat the pipe end to 75°C-85°C (or as specified by the manufacturer) to ensure proper adhesive flow.
- Position the cap: Slide the end cap over the pipe end. Ensure the cap covers the pipe end completely, with the cap edge overlapping the pipe coating by a minimum of 50mm.
- Heat shrinking: Using a propane torch, heat the cap evenly from the closed end toward the open end. Shrink the cap until the adhesive flows out slightly at the open end, ensuring a complete seal.
- Final inspection: Check for smooth coverage, no bubbles, wrinkles, or gaps. Ensure the cap is fully adhered to the pipe coating and the closed end is properly sealed.
Key Reminders
- Do not overheat — excessive heat can burn the cap material. Keep the torch moving at all times.
- Heat from the closed end — this ensures proper shrinking sequence and prevents air entrapment at the tip.
- Overlap is critical — a minimum 50mm overlap over the pipe coating is essential for sealing integrity.
- No primer required — the end cap comes with pre-applied hot-melt adhesive.
- Storage: Keep in original packaging in a dry, cool area below 35°C, away from direct sunlight and heat sources.



3-768x768.jpg)
